


How to Make










How to make a hot-finished seamless pipe ?
The production of hot-finished seamless pipes involves several key steps, from heating steel billets to forming and finishing the pipes. Below is a detailed step-by-step process:

Big diameter heavy wall thickness welded steel pipe LSAW
The production of Longitudinal Submerged Arc Welded (LSAW) steel pipes involves forming steel plates into a cylindrical shape and welding the longitudinal seam using the submerged arc welding (SAW) process. Below is a detailed step-by-step production process along with the main equipment used:

ERW (electric resistance welded) and hfw (high-frequency welded) steel pipes manufacturing
Manufacturing ERW (Electric Resistance Welded) and HFW (High-Frequency Welded) steel pipes from steel coils involves a series of precise steps to form, weld, and finish the pipes. Here’s a step-by-step introduction to the process:

Manufacturing process for copper alloy tubes
Manufacturing Process for Copper Alloy Tubes (C44300, C61400, C68700, C70600, C71500) via Extrusion & Cold Drawing
Cold finished seamless tube manufacturing key points
The cold drawing process is a critical method for improving the dimensional precision, surface finish, and mechanical properties of steel tubes. Below is a detailed breakdown of the key process steps and the key points to ensure quality:
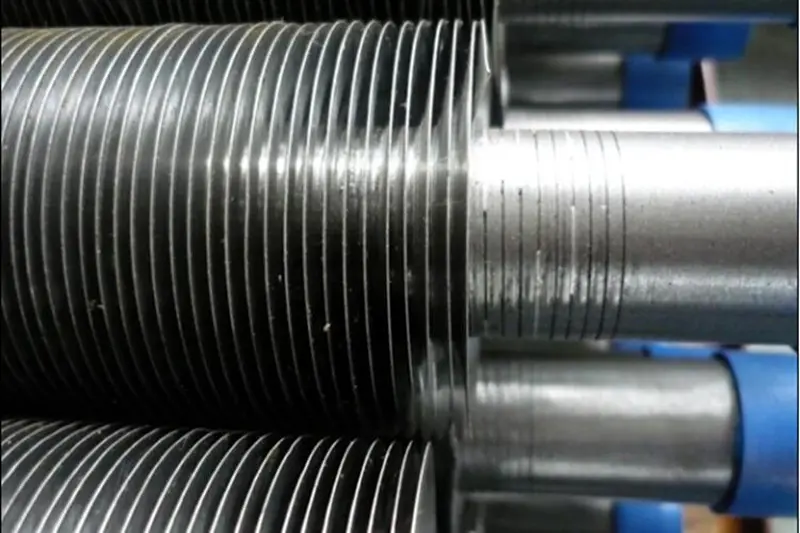
How to get the tubes finned to improve the heat transfer efficiency?
Finned tubes are widely used in heat transfer equipment such as heat exchangers, air coolers, boilers, and economizers to enhance heat transfer efficiency. The combination of base tube and fin materials depends on the application, corrosion resistance, thermal conductivity, and cost requirements. Below are the most popular types of finned tubes and their main production processes.